Metal Replacement Technology
2 components moulding
2 components moulding
Two components injection moulding machines allow you to mould your part in 2 different materials at the same time. This is possible thanks to two independent injection systems.
Avoid assemblies
and reduce production cycle time
Produce parts
in two or more colours
Produce parts with a great wall thickness
Over-mould seals for different type of tightness requirements
Sandwich moulding solutions
Improve haptic of the part
* With this process it is possible to use recycled material in the inside and virgin material on the outside
Two components injection moulding: TPEs
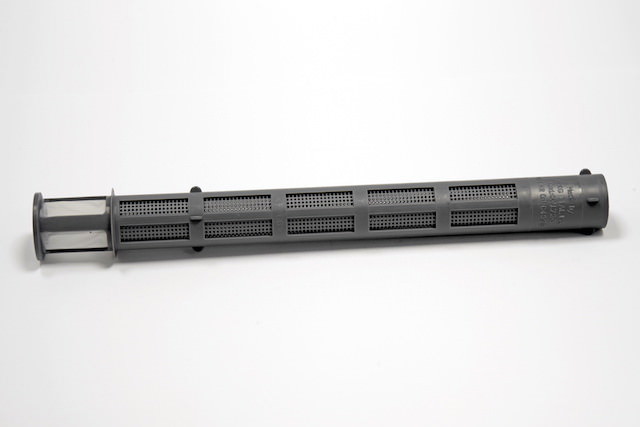
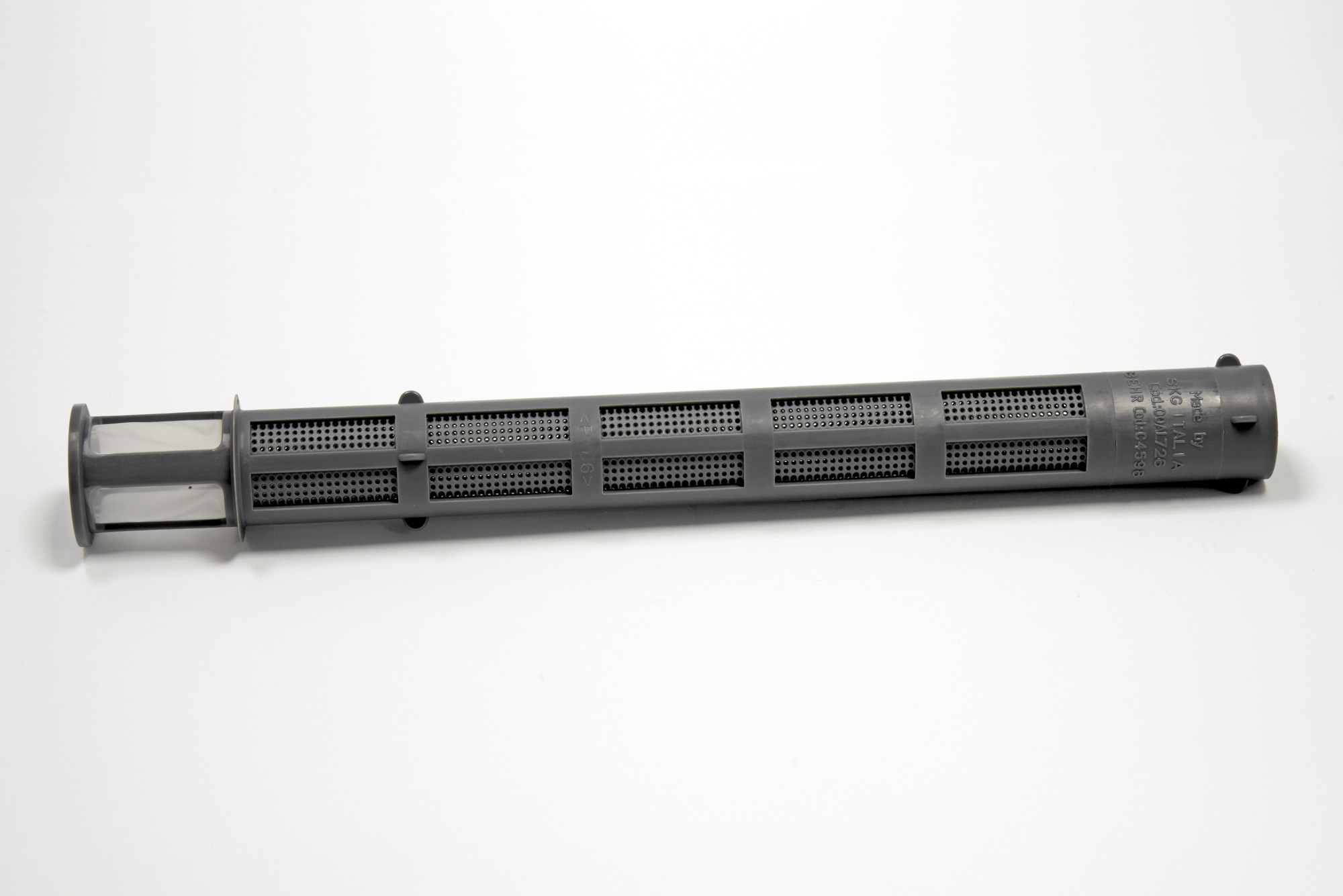
The main application for 2-K moulding is the moulding of a first rigid material and a second soft material, generally TPE i.e. Thermo plastic elastomer. These Elastomers can give flexibility to the part, or soft touch or provide a sealing against dust, spray water or tightness to fluids.
A very important aspect in the moulding of a product in 2 materials, is the adhesion of the two materials. You can rely on chemical adhesion which is inherent to the material chosen, and is improved when using index plate or rotary table moulding techniques as these allow the transfer of the 1st shot into the 2nd cavity at optimal temperature.
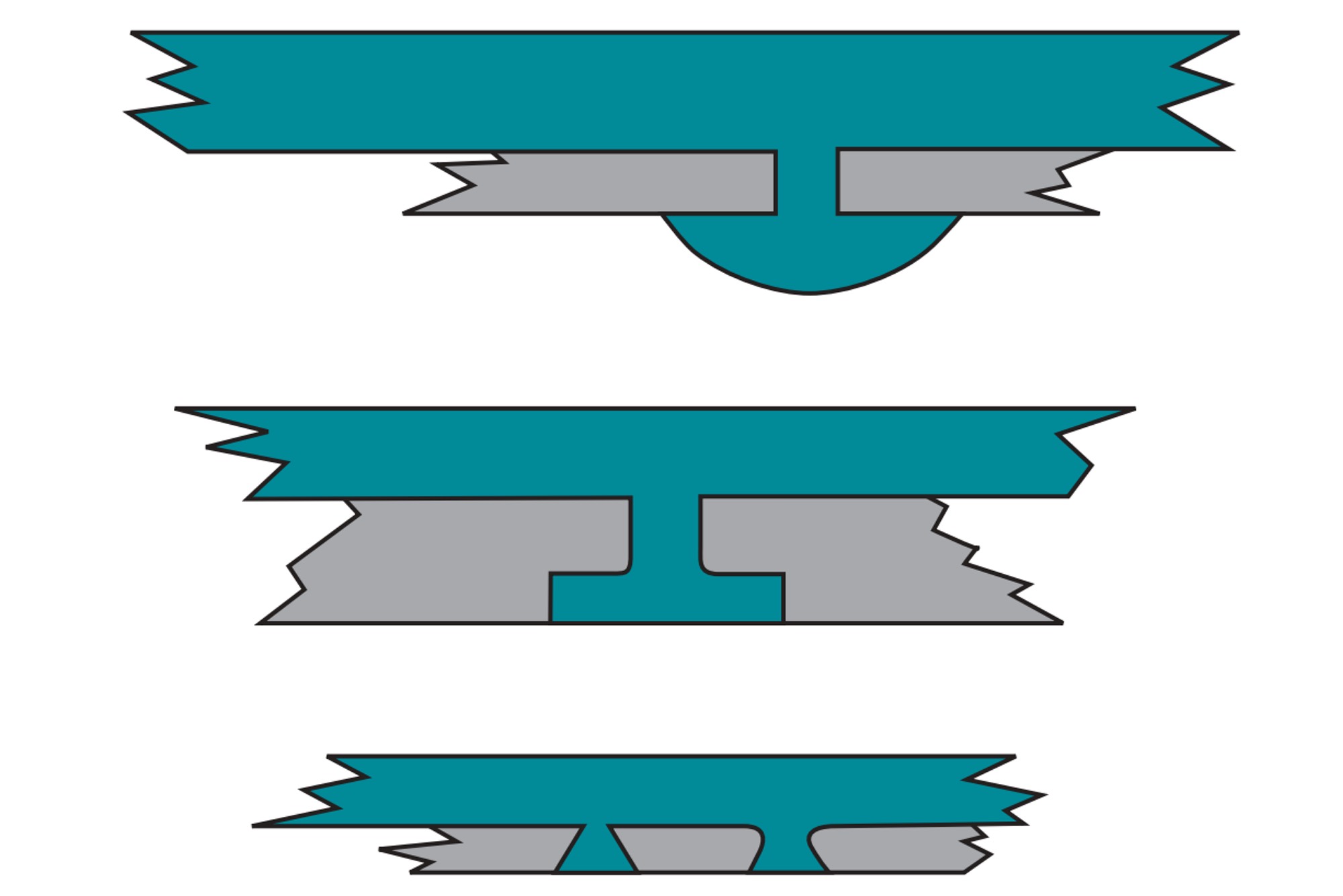
A great number Polymers have a chemical adhesion to TPEs, among the most common are: PP; PE; PC; PET; PPA; PBT; POM; ABS; PS; PA6 and PA66.
If the chemical adhesion is poor or not possible, the joint of the two materials can be done mechanically by the use of undercuts, which will enhance adhesion of the 2nd material.
The main advantages of using TPEs instead of natural rubber or vulcanised rubber which are typically adopted in parts which need to be sealed are:
- Freedom of design
- Thanks to 2-K assembly is made unnecessary
- Injection moulded TPE sealing do not require post processing as vulcanised rubber ( deburring, curing)
- TPE like all thermoplastic material are not perishable, so you do not need any special attention for your stock. Rubber compounds are in their nature perishable.
On the other hand TPEs have technical and application limits, notably their resistance to mineral oils and hydrocarbons and temperature above 120° is poor. Vulcanised rubber is also generally superior to TPS as regards to mechanical properties especially in the low shore grades.
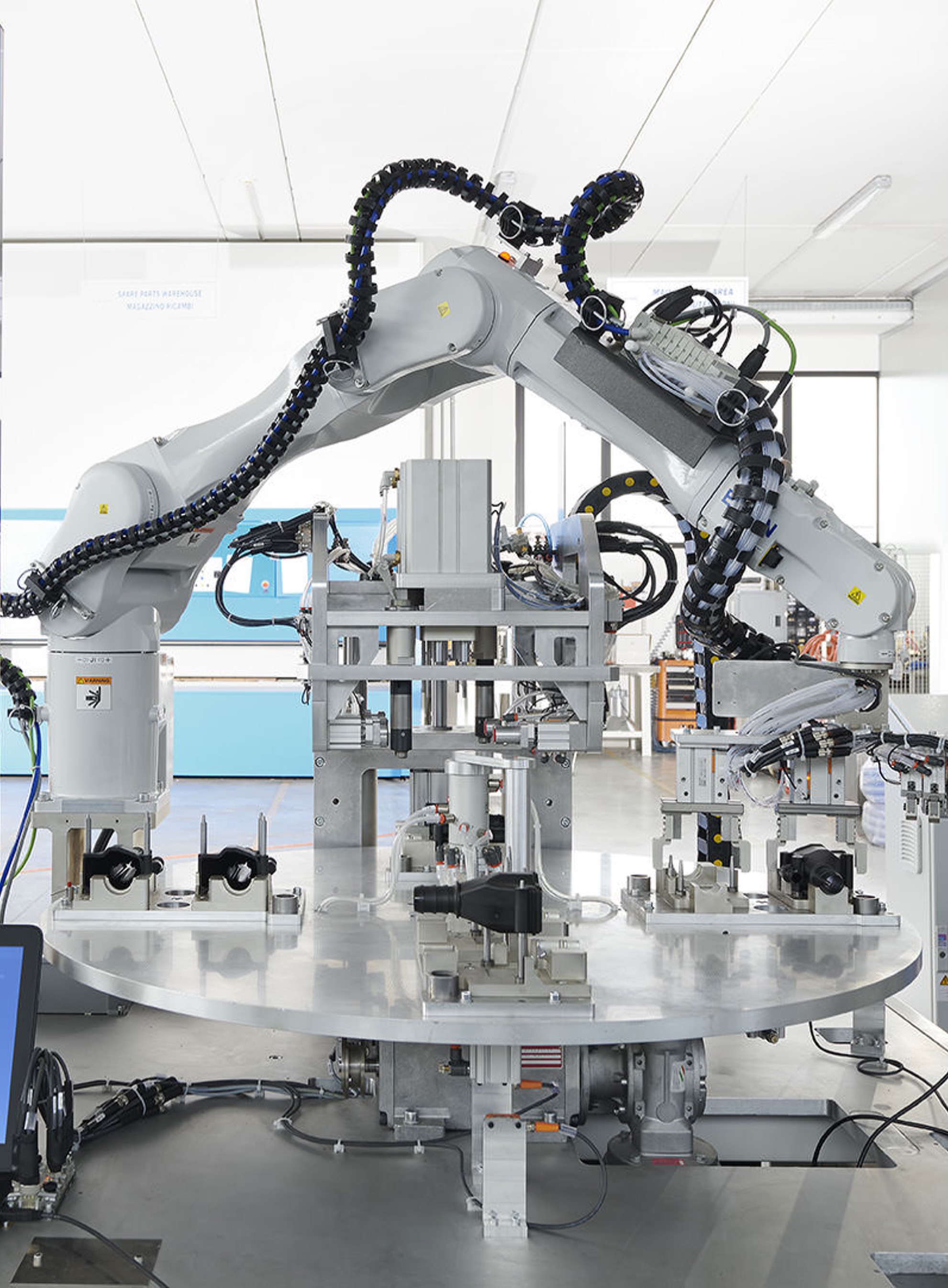
2-K moulding techniques
An integral part of the two components injection moulding process is the mould itself which can be engineer in different ways
Transfer system
Rotary table system
Index plate system
Sliding split system





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Do you need to produce your part with 2-k technology?
Ask our advice. We will be happy to help you