Automazione avanzata
L’introduzione di numerosi Sistemi di Automazione, Robot antropomorfi per la manipolazione e una progettazione interna in grado di adottare soluzioni innovative e personalizzate per ogni tipo di esigenza permette a Techpol Srl di affermarsi come una delle poche aziende facente parte dell'industria 4.0.
Il reparto Automazioni Techpol si avvale di progettazione interna: grazie a n° 4 disegnatori siamo in grado di sviluppare le attrezzature a partire dal concetto fino al progetto esecutivo.
L’automazione viene studiata in base ai criteri e controlli richiesti dal cliente, cercando di agevolare il più possibile le operazione degli operatori e di massimizzare il ritorno dell’investimento.
Il progetto viene realizzato tramite software specifici quali "Solidworks", "Creo" o "Catia".
Essendo macchine speciali e custom su componenti specifici, durante la fase progettuale, vengono eseguite simulazioni per assicurare che il funzionamento corrisponda ai criteri di progettazione.
In contemporanea viene realizzato lo schema elettrico e il programma software della nostra automazione.
Anche la carpenteria pesante delle nostre automazioni viene saldata e realizzata internamente.
Quando l’automazione è stata costruita, gli operatori si occupano del bordo macchina cablando tutti i componenti elettrici e pneumatici.
Successivamente si procede al collaudo finale: il programmatore software e il progettista meccanico eseguono il primo collaudo in officina. Quando la macchina risulta conforme viene portata in reparto.
Techpol si è dotata di un magazzino automatico verticale a piani traslanti per una riduzione dei tempi e degli errori di prelievo del materiale, una protezione massima del materiale stoccato e una gestione efficiente dei ricambi e della componentistica per il service e per le nuove macchine.
Per rispondere alle esigenze produttive, Techpol è in grado di produrre internamente le seguenti tipologie di attrezzatura:
Automazioni e componenti ausiliari alle machine di stampaggio
- Integrazione di robot antropomorfi e di macchine ausiliare come taglia matarozza, assemblaggio o-ring, feeding di inserti metallici per il sovrastampaggio, assemblaggio post stampaggio di boccole, viti e o-ring, marcatura laser, controllo presenza accessori con sensori o visione.
- Movimentazione con robot antropomorfo e robot scara.
- Mano di presa
Notice: Undefined variable: i in /home/techpol/public_html/automazione_avanzata.php on line 272
Isole automatiche e semiautomatiche
Per assemblare e testare i componenti con integrazione di varie tecnologie: controllo con visione, controllo con sensori di prossimità, controllo tenuta stagna, marcatura laser.
In queste isole la movimentazione è affidata una tavola rotante o a robot antropomorfi o scara.
Posaggi di saldatura
Per le nostre saldatrici produciamo i posaggi di saldatura.
Novità
Le ultime novità in termini di tecnologie implementate sono robot collaborativi integrati a sistema di visione per riconoscimento del manufatto, lavorazione meccanica del manufatto con elettro mandrini e robot antropomorfi.
Ogni anno vengono eseguiti circa 100 progetti di automazione.
Alcuni esempi di automazioni realizzate per i clienti Techpol:
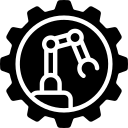
Attrezzatura "CNTRL + VISIONE"

Il robot antropomorfo preleva n.8 cavità dallo stampo tramite una mano di presa.
Deposita n.4 componenti alla volta su un asse elettrico, il quale percorre ad una velocità costante una traiettoria.
Nel banchetto sono posizionate n.4 camere lineari e un profilometro.
Quando i componenti percorrono il tragitto le camere e il profilometro eseguono una scansione.
Riportano i dati sul software "Alcon", il quale verifica se i componenti sono buoni o di scarto.
I dati vengono riportati al PLC tramite C Sharp.
Sarà poi il PLC che comunicherà al robot se prendere o meno per buoni i campioni stampati.
CLIENTE: Tier 1
LOCAZIONE: BORDO-PRESSA
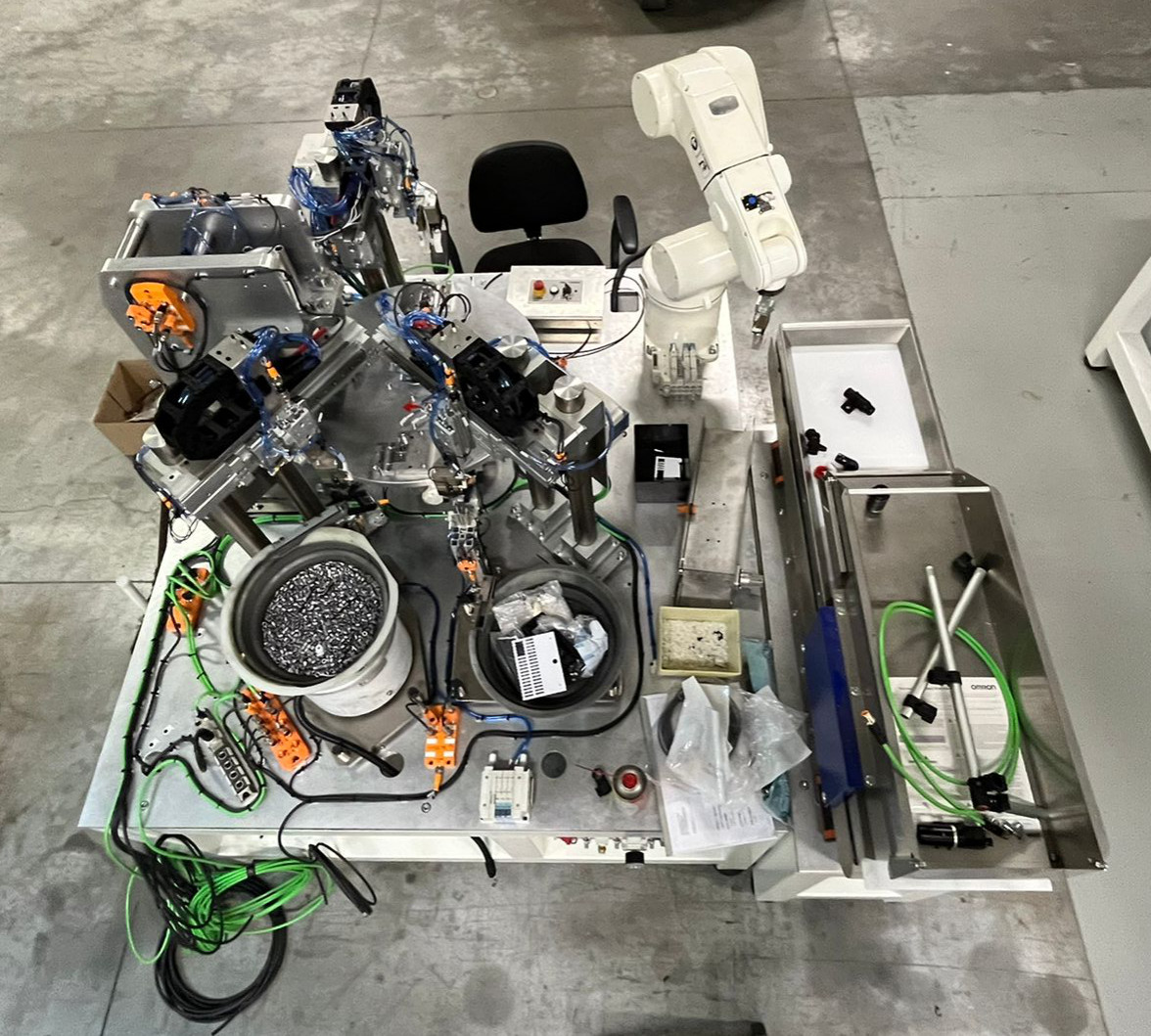
Attrezzatura "ASSY + CNTRL + DMC"
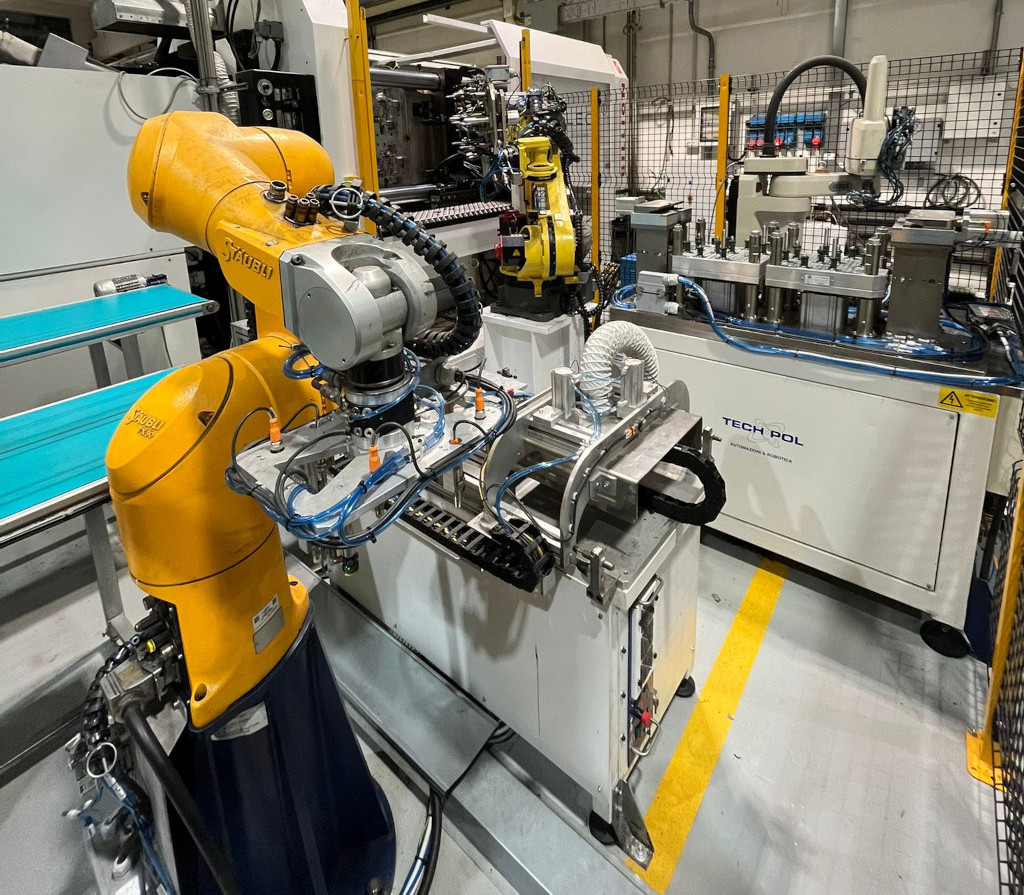
Il robot antropomorfo preleva n.4 cavità dallo stampo tramite una mano di presa.
Nel frattempo un robot Scara carica n.20 bussole su perni di centraggio posti su un posaggio.
Il robot antropomorfo si posiziona sul posaggio.
Si chiudono le ganasce e due pistoni spingono le bussole nei componenti con una forza di 1000 KG.
I componenti con le bussole assemblate vengono portati dal robot antropomorfo su un secondo banchetto il quale eseguirà il ricontrollo presenza bussole e la marcatura DATAMATRIX.
La marcatura dataMatrix garantisce al cliente le seguenti caratteristiche :
- NOME ARTICOLO.
- DATA, ORA ED ANNO DI PRODUZIONE E ASSEMBLAGGIO.
Infine un secondo antropomorfo preleverà i componenti dal banchetto ed eseguirà una scansione del DMC. In caso di componenti conformi, verranno scaricati sul nastro.
CLIENTE: OEM
LOCAZIONE: BORDO-PRESSA
Attrezzatura "ASSY + CNTRL"

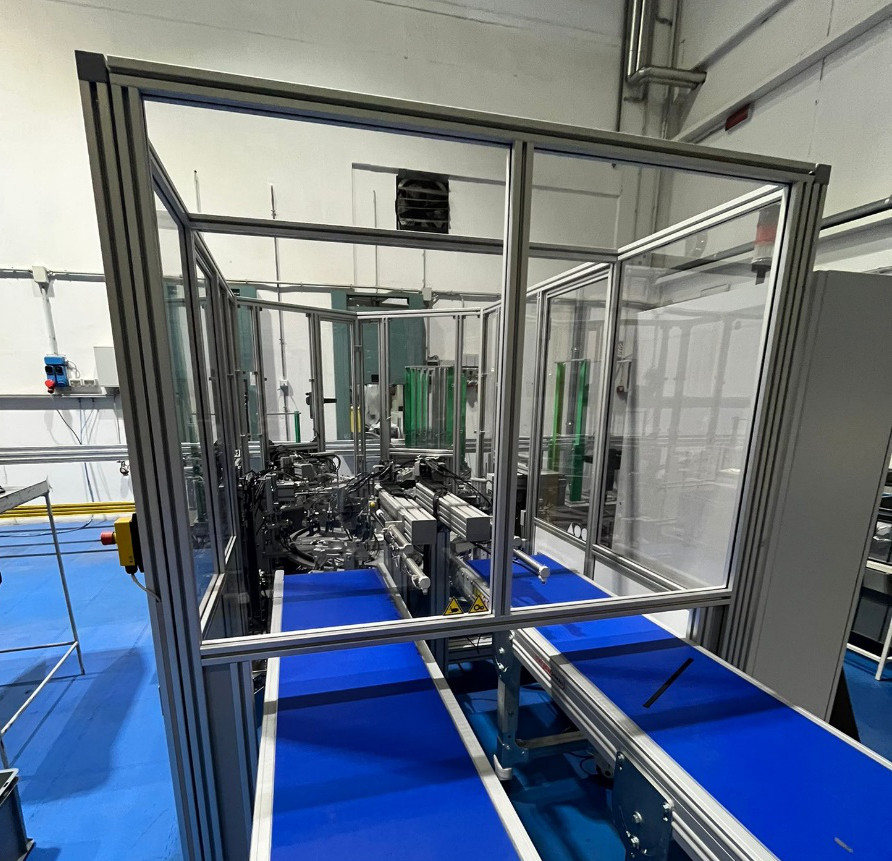

I componenti una volta stampati vengono scaricati tramite un robot cartesiano in degli shuttle.
Gli shuttle tramite la linea Montrac si posizionano nelle varie postazioni dove l’operatore preleva i componenti e precarica manualmente i vari magazzini.
La macchina è in grado di assemblare n.2 componenti diversi sia contemporaneamente che singolarmente, il tutto con un tempo ciclo di soli 4s pezzo.
L’automazione è composta da una tavola rotante, numerosi movimenti pneumatici e sensori di ricontrollo corretto montaggio.
I componenti, una volta caricati, vengono assemblati tramite movimenti pneumatici.
Nell’ultima postazione un "pick & place" preleva i componenti assemblati e tramite sensori controlla il corretto montaggio.
Se i componenti risultano conformi vengono scaricati su un nastro.
L’operatore preleverà i componenti dal nastro per inserirli negli appositi imballi.
CLIENTE: Tier 1
LOCAZIONE: BAIE
Attrezzatura "FORO + FILETTO"
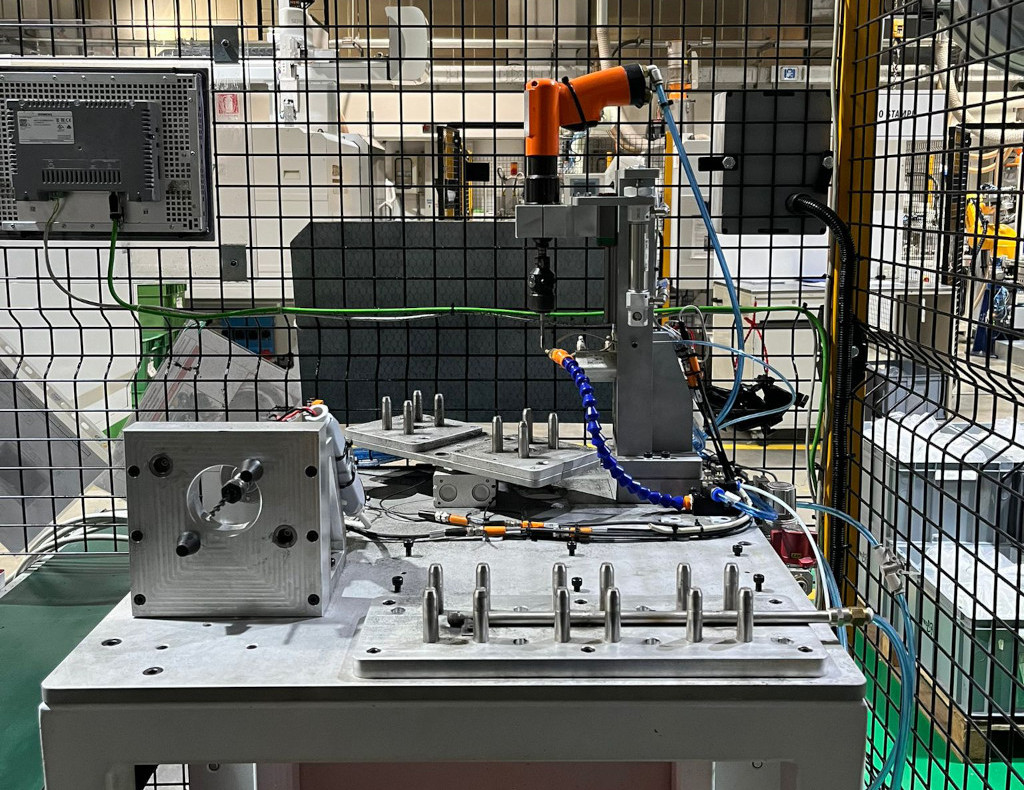
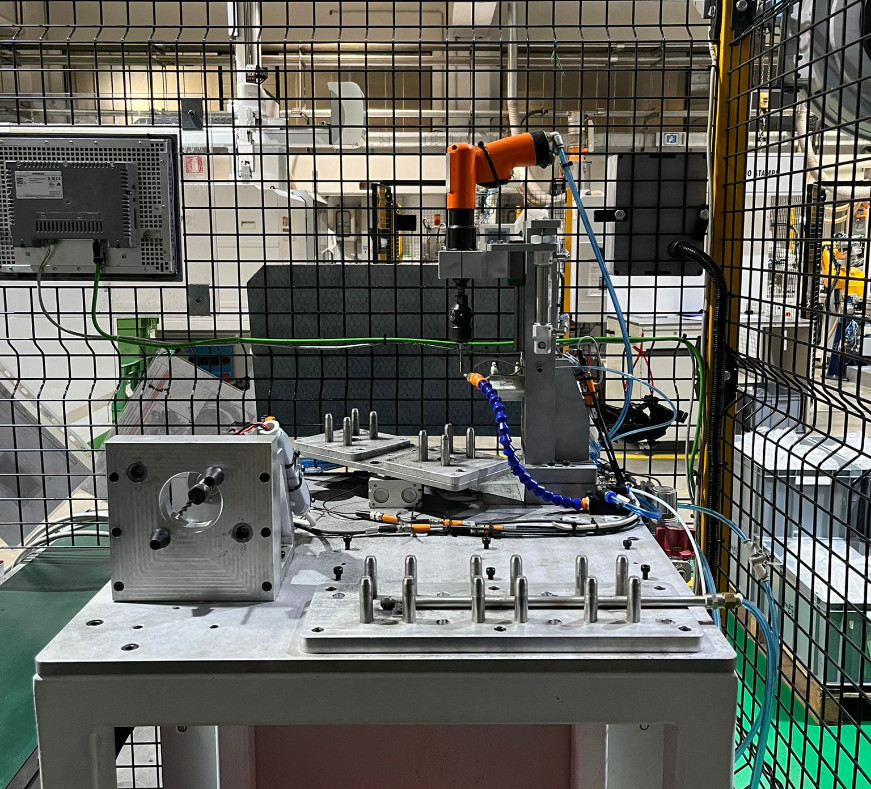


Lo stampo ad una cavità stampa il componente in plastica. Un robot cartesiano tramite una mano di presa preleva il componente dallo stampo.
Il componente viene portato su un banchetto dove un motorino, avanzando, crea il foro nel componente stampato.
Sulla mano di presa è stato inserito un sistema di aggancio rapido che entra in funzione per poter eseguire al meglio il foro.
I componenti vengono poi posti su una rastrelliera per essere freddati. Il robot preleva il componente già freddato e lo porta in una stazione di filettatura.
Tramite un sistema pneumatico la filiera esegue il filetto nel componente. Il componente una volta filettato viene prelevato dal robot e scaricato sul nastro.
CLIENTE: OEM
LOCAZIONE: BORDO PRESSA
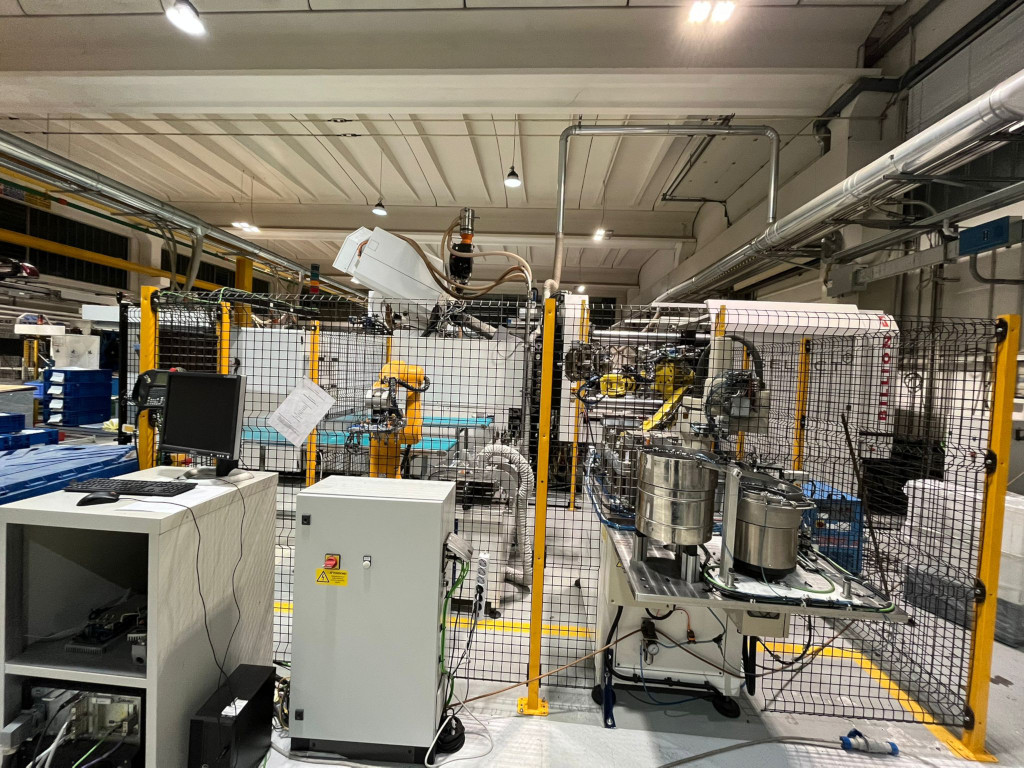
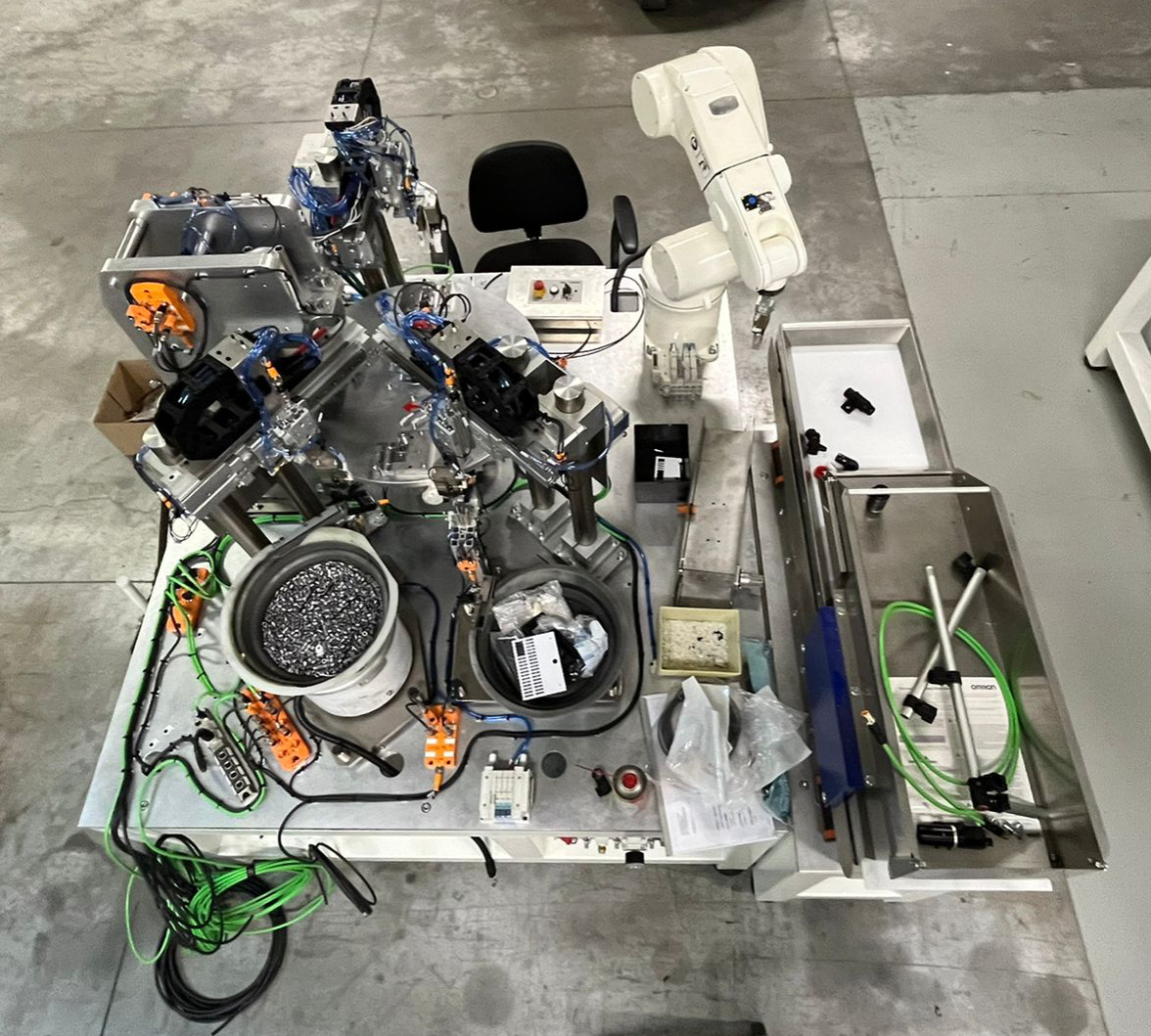
Attrezzatura "ASSY O’RING + CNTRL"

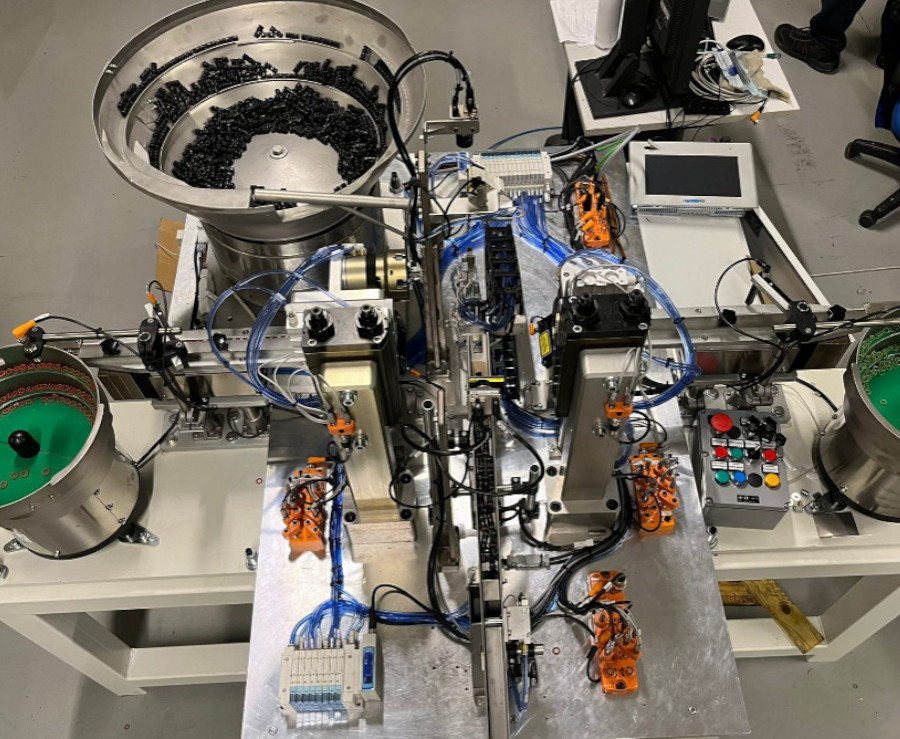
L’Automazione è stata progettata e realizzata per poter ridurre al minimo la presenza dell’operatore.
La macchina è composta da vibroalimentatori, movimenti pneumatici, asse elettrico e sensori di ricontrollo.
L’operatore carica i componenti e gli o’ring nei vibroalimentatori . L’asse elettrico con una pinza e una palmola rotante a bordo preleva il componente. Viene verificato tramite una camera il verso del componente. In caso di verso non corretto la palmola effettua una rotazione di 180° per poter avere il componente nella giusta fase.
L’asse elettrico avanza in una postazione intermedia dove sono presenti n.2 pinze che assemblano tramite movimenti pneumatici gli o’ring sul componente, uno verde e uno rosso.
Montati gli o’ring l’asse elettrico avanza nella postazione finale dove una seconda camera controlla il corretto montaggio: se conforme viene scaricato in uno scivolo.
CLIENTE: OEM
LOCAZIONE: ASSEMBLAGGIO
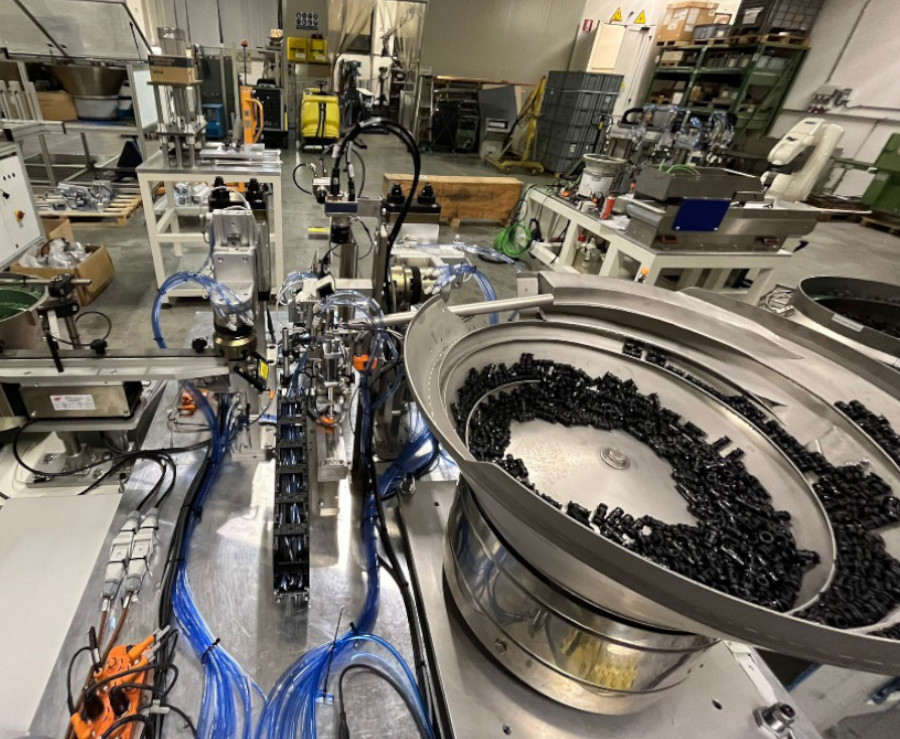
Attrezzatura "ASSY BUSSOLA + CNTRL"

L’operatore carica i componenti sulla tramogia posta sul feeder. La tramogia, vibrando, fa cascare alcuni componenti nella zona di prelievo.
Una camera posta sopra la zona di prelievo comunica al robot quale componente può prelevare. Il robot antropomorfo tramite un sistema di coordinate X,Y,Z,RX,RY,RZ preleva i componenti e li posiziona sulla tavola rotante.
La particolarità di questa automazione è che dovrà processare n.5 versioni.
Posti sulla tavola rotante i componenti vengono ruotati un "pick & place" posiziona le bussole sopra i componenti.
Nella stazione successiva una pressa tramite un cilindro pneumatico assembla la bussola. Il componente viene ricontrollato, se conforme, viene scaricato in uno scivolo.
CLIENTE: Tier 1
LOCAZIONE: ASSEMBLY DEPARTMENT